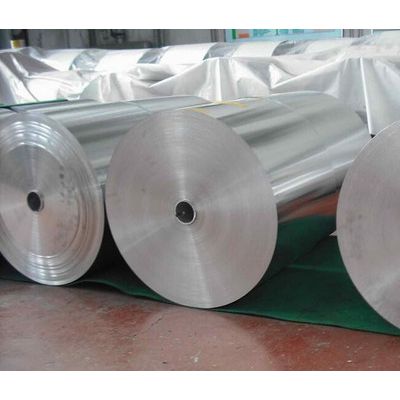
(1)铝板带轧制。要使铝板带变薄主要依靠轧制力,铝胶带箔一般厚度多厚,因此板厚自动控制方式是以恒辊缝为AGC主体的控制方式,即使轧制力变化,胶带箔技术要求,随时调整辊缝使辊缝保持一定值也能获得厚度一致的板带材。而铝箔轧制至中精轧,由于铝箔的厚度极薄,轧制时,增大轧制力,使轧辊产生弹性变形比被轧制材料产生塑性变形更容易些,文达胶带箔,轧辊的弹性压扁是不能忽视的,轧辊的弹轧压扁决定了铝箔轧制中,轧制力已起不到像轧板材那样的作用,铝箔轧制一般是在恒压力条件下的无辊缝轧制,调整铝箔厚度主要依靠调整后张力和轧速度。
电缆箔
合金状态:1235-O
典型厚度:0.006~0.04
加工方式:铝塑复合后加工成窄条
最终用途:包裹弱电线起屏蔽作用。
酒标箔
合金状态:8011-O
典型厚度:0.009~0.012
加工方式:印刷
最终用途:啤酒酒标
电容器用铝箔
合金状态:1235-O
典型厚度:0.0045~0.009
加工方式:衬油浸纸
最终用途:电子电容器